














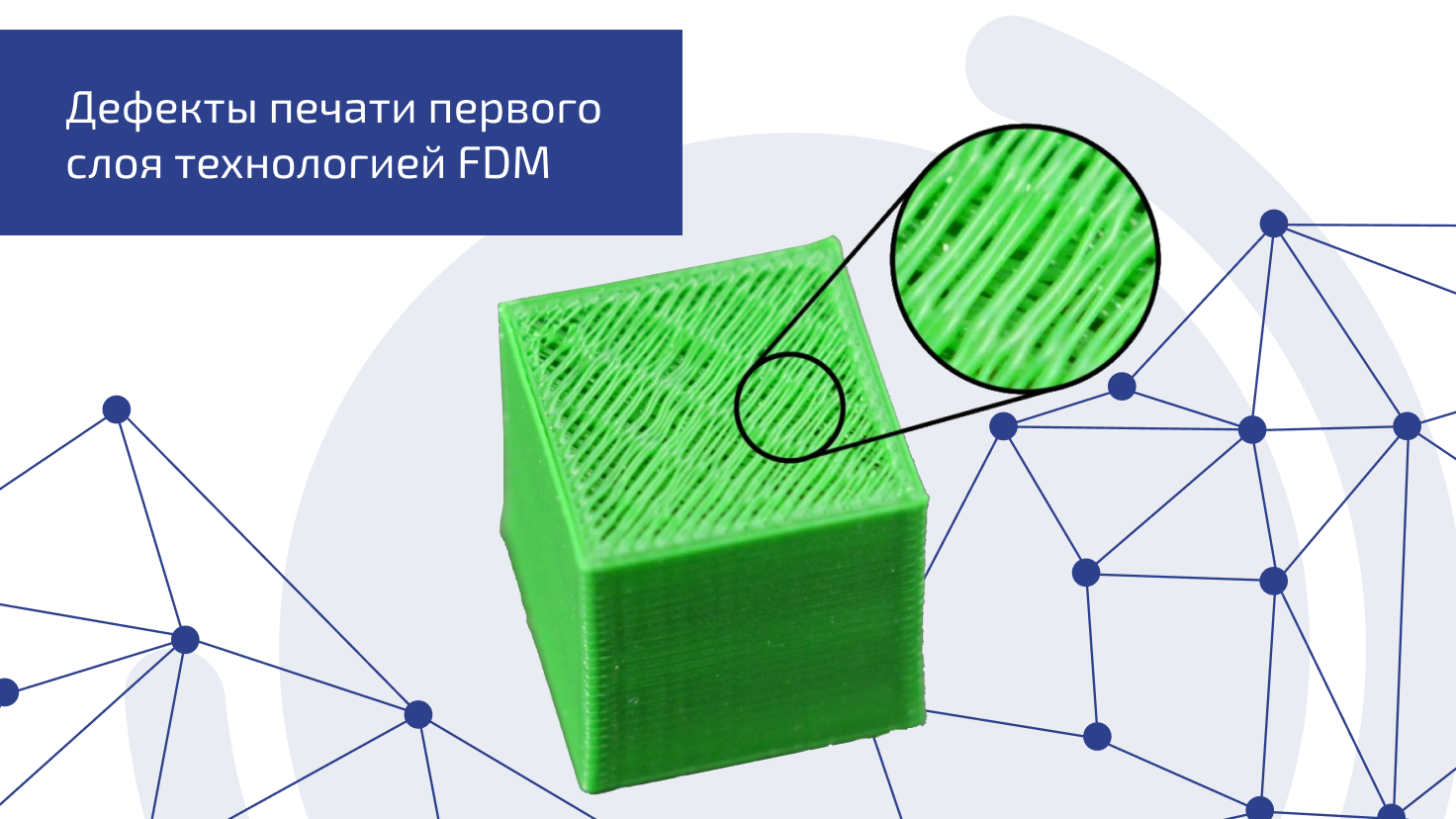
Дефекты печати первого слоя технологией FDM
3D-принтер способен создавать невероятные вещи, однако, чтобы каждая печать была успешной и без изъянов, порой приходится проходить долгий путь к становлению опытным пользователем казалось бы, простого оборудования. Поэтому, основываясь на своем опыте устранения неполадок 3D-принтеров, мы составили руководство по диагностике и устранению распространенных проблем с печатью первого слоя, касающихся технологии FDM.
Как должен выглядеть первый слой 3D-печати?
При корректно настроенной FDM-печати первый слой выглядит гладким и аккуратным, не имеющим выпуклостей и других дефектов. Линия печати должна лежать на поверхности так, чтобы не было зазоров, но и не настолько, чтобы образовывались выпуклости, выступы или пузыри. Ровная линия является признаком идеального первого слоя.

Проблема первого уровня
Наблюдать за корректностью печати первого слоя очень важно, ведь если на этом этапе модель печатается некорректно – вы можете избежать потери большого количества материала.
Особое внимание следует заострять на печати функциональных, практических, механических моделей, имеющих точные значения (размер детали, диаметр отверстий и тд.), где даже небольшой дефект как первого, так и последующих слоев может повлиять на работоспособность будущей модели.
Расположение сопла
Зачастую дефекты печати первого слоя вызваны слишком близким расположением сопла к печатной платформе. Вы можете заметить проблемы с печатью первого слоя по нескольким признакам:
-
Напечатанная линия намного тоньше желаемой. Она может быть настолько тонкой, что станет едва заметной.
-
Нить, расположенная слишком близко между столом и соплом, под давлением поднимется вдоль линии печати, образуя неровную поверхность с волнистыми узорами.
-
Подача нити для печати может полностью прекратиться, если сопло расположено слишком близко к печатной платформе.

Во избежание подобных ошибок отрегулируйте смещение по оси Z и запустите калибровочный тест.
Проблемы могут быть и в случае, когда сопло расположено слишком далеко от печатного стола. Распознать эти проблемы вы сможете по нескольким признакам:
-
- Имеются зазоры, где линии заполнения не касаются контуров друг друга.
-
- Форма выдавленной нити очень круглая (при соблюдении правильного расстояния филамент слегка сплющен и имеет форму блина) и линии первого слоя ложатся плотно друг к другу
-
- Плохая адгезия первого слоя к столу может привести к деформации модели и отделению её от печатной платформы.
Как и в случае, где сопло расположено слишком близко к печатной платформе, при возникновении такой проблемы вам необходимо отрегулировать значение смещения по оси z. Убедитесь, что вы не надавливаете на стол при его выравнивании. Если ваш принтер оснащен функцией автоматической калибровки, то используйте эту функцию, чтобы сопло не располагалось слишком близко или слишком далеко от стола.
Неровный стол
Если расстояние от стола до сопла разное по всей области оси X и Y, то скорее всего ваша платформа не выровнена должным образом (располагается слишком близко в одних областях и слишком далеко в других), в таком случае ваша модель не напечатается должным образом. Чтобы исправить данную проблему, необходимо отрегулировать винты под печатной платформой (если ваш принтер оснащен функцией автоматической калибровки стола, то этот шаг может быть необязательным, однако не повредит сделать это вручную хотя бы один раз изначально). Автоматическое выравнивание подстраивает высоту сопла относительно неровностей стола, таким образом винты под печатной платформой так и останутся перекрученными/недокрученными, поэтому, сталкиваясь с данной проблемой, рекомендуем выровнять стол вручную.

Температура
Отрегулировать температуру первого слоя можно в настройках слайсера. Проверьте температурный диапазон, рекомендованный производителем филамента, чтобы улучшить адгезию начального слоя. В большинстве слайсеров можно задать отдельную температуру для первого слоя, что позволяет точнее настроить принтер для обеспечения прочного начала печати и оптимизировать параметры последующих слоев.
Модель отделяется от стола в процессе печати
Одной из причин неудавшейся печати первого слоя может оказаться плохое сцепление филамента с поверхностью платформы, которое может привести к смещению 3D-модели.
В этом случае вам необходимо правильно выровнять поверхность, оптимизировать настройки, очистить платформу от остатков прошлой печати.

Склеивание первого слоя
Также вы можете использовать вспомогательные средства для улучшения адгезии (например, клей для 3D-печати). Целью использования клея является улучшение адгезии первого слоя путем создания липкой поверхности перед печатью на рабочей пластине. После окончания работы используйте обезжириватель для очистки платформы.

Есть и обратная сторона медали. На первый взгляд может показаться, что чем лучше прилипнет первый слой, тем меньше проблем будет при печати модели. Но есть проблема с моделями, которые слишком хорошо прилипают к рабочей поверхности принтера: их может быть очень трудно отделить, не повредив при этом ни модель, ни платформу для печати.
Расстояние между экструдером и платформой, температура хотенда и скорость печати могут стать причиной такой проблемы. Помимо этого немаловажную роль играет тип печатной платформы и используемый материал. Как пример - PLA/PETG отклеиваются проще, так как материалы практически не имеют усадки. В то время как филаменты, отличающиеся большой усадкой (ABS, полиамиды и композиты на их основе), как правило, отклеиваются труднее, так как для их печати требуется нанесение адгезивов. Отделение модели становится значительно проще, когда температура печатной платформы достигает оптимального значения.
Уменьшите скорость печати первого слоя
Также важно учитывать влияние скорости печати на адгезию первого слоя. Если установить слишком высокое значение, нить не успеет остыть до температуры, необходимой для надежного сцепления с платформой. В результате филамент может отслоиться от платформы, что повышает вероятность появления проблем с моделью уже на начальном этапе печати.
Но не нужно из-за этого замедлять весь процесс работы, перейдите в настройки слайсера и отрегулируйте начальную или первую высоту слоя. Мы рекомендуем начинать медленно, примерно с 30-40 мм/с, затем, выявив оптимальную скорость с улучшением адгезии первого слоя и убедившись, что первый слой прочно приклеится к платформе - можно увеличивать скорость печати для последующих слоев.
Настройки вентилятора
Включенные вентиляторы охлаждения деталей способствуют затвердеванию первого слоя прежде чем он склеится с последующим. Это ухудшает адгезию и может привести к деформации будущей модели. Отключите охлаждение для первого слоя в слайсере, чтобы избежать данной проблемы.

Настройки экструзии
Неправильные настройки экструзии могут приводить к излишнему/недостаточному выдавливанию филамента, зазорам в заполнении, слишком тонким стенкам и рефельным слоям.
В этом случае устранить проблемы с экструзией лучше всего, выполнив правильную калибровку экструдера перед выравниванием стола и настройкой его расстояния до сопла.

Откалибруйте экструдер для точного выдавливания необходимого количества нити. Проверьте коэффициент экструзии в слайсер-программе, чтобы убедиться в правильности подачи материала. Убедитесь, что выбран правильный диаметр прутка (1,75 мм, 2,85 мм или 3,00 мм) в настройках слайсера. Удостоверьтесь, что нить свободно разматывается с катушки и на ее пути нет лишнего трения.
Вывод
Производители современных 3D-принтеров постоянно совершенствуют свои модели, делая работу с ними удобнее, проще и быстрее. Однако даже опытные пользователи могут столкнуться с трудностями уже на первом слое печати. В этой статье мы рассказали о типичных проблемах, с которыми может столкнуться каждый, а также подсказали, как с ними справиться.
Мы продолжим делиться с вами нашим практическим опытом в решении проблем, связанных с 3D-печатью. Следите за обновлениями в нашем блоге, чтобы не пропустить новые статьи!
Если у вас остались вопросы по дефектам первого слоя в FDM-печати, мы будем рады помочь с проблемой. Связаться с нами можно любым удобным способом:
написать комментарий к статье
по почте mail@3dvision.su
по телефону +7 (800)333–07-58
Реклама. OOO "3Д Вижн". ИНН: 7802253640
Последние публикации
Аэрокосмическая отрасль сегодня переживает трансформацию. Растущий спрос на критически важные компоненты требует новых подходов к производству. Индустрия все чаще обращается к металлической 3Д печати (MPBF/SLM) благодаря ее способности создавать легкие, сложные и высокопроизводительные детали, недоступные для традиционных методов.

Дефекты пластика — это видимые или скрытые нарушения целостности, структуры или внешнего вида изделия.

От пластика для литья зависят свойства и качество конечного изделия: его вид, прочность, стойкость к механическим воздействиям и срок службы. Ошибки на этапе выбора могут стать причиной брака, а также подорвать доверие производителя.

Формы для литья пластика задают геометрию будущего изделия. В них заливают полимер, после застывания заготовку извлекают и обрабатывают.

Как спроектировать и изготовить прототип ветрогенератора, который будет работать в реальных условиях крайнего севера?

