














Как делают формы для литья пластика
Формы для литья пластика задают геометрию будущего изделия. В них заливают полимер, после застывания заготовку извлекают и обрабатывают.

Содержание
- Какие формы используют для литья пластика
- Для каких задач подходят силиконовые формы
- Из каких материалов делают силиконовые формы
- Какие пластики можно лить
- Как делают силиконовые формы: основные этапы
- Технология литья пластика в силиконовые формы
- Можно ли сделать форму своими руками
- Срок службы и ресурс силиконовых форм
- Сколько стоит изготовление силиконовой формы
- Заключение
Область применения широка: от корпусов электроники до сувениров, прототипов и дизайнерских макетов. Когда тираж небольшой, используются силиконовые формы. Они точно копируют рельеф, стоят недорого и в них можно заливать разные пластмассы.
Какие формы используют для литья пластика
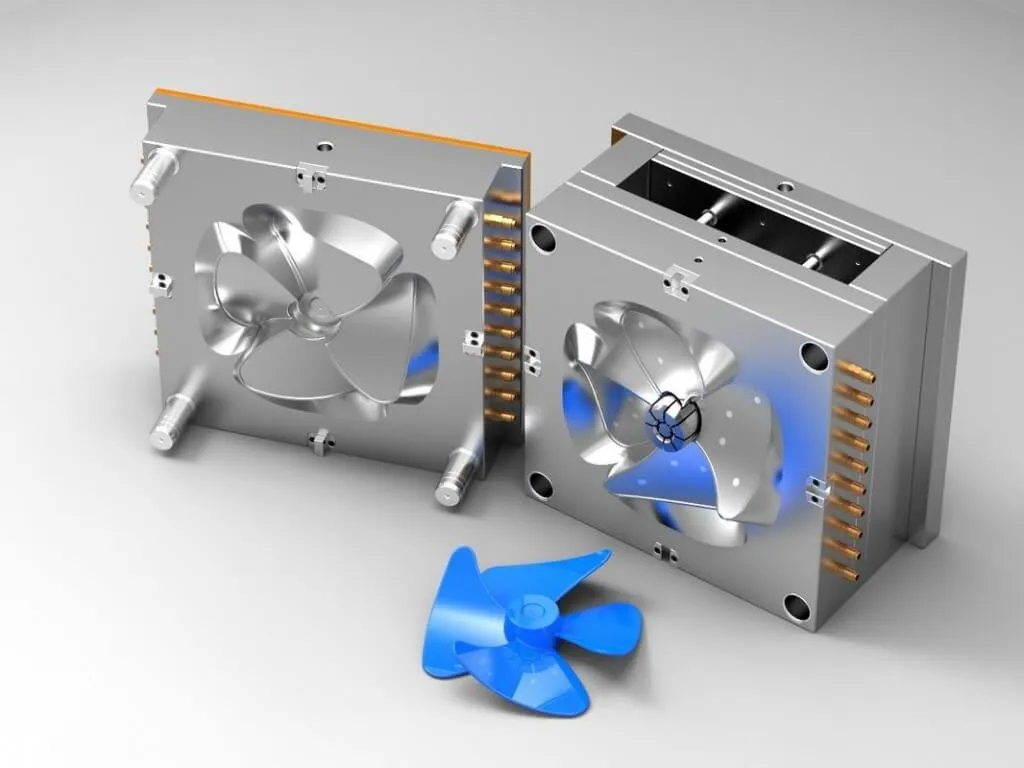
Для создания пластиковых изделий применяются металлические и силиконовые формы. Стальные и алюминиевые модели подходят для крупносерийных производств. Сталь выбирают, когда нужен миллион циклов. Алюминий дешевле и проще в обработке, но быстрее изнашивается.
Проблема металлических пресс-форм в сложности создания и высокой себестоимости. Для их изготовления нужна система охлаждения, направляющие, термо- и электроэрозионная обработка. Усилие смыкания пресс-формы на термопластавтоматах (ТПА) может достигать сотен тонн, поэтому литьевая оснастка должна обладать высокой жесткостью и прочностью. Проектирование может занять недели, а иногда и месяцы, а цена стартует от сотен тысяч.
Для малого тиража металлическая оснастка невыгодна: себестоимость детали взлетает, потому что дорогую форму нужно амортизировать на 50-100 изделий. В этих случаях выбирают силикон.Его заливают вокруг мастер-модели, через сутки получают рабочий инструмент. Он не выдержит сотни циклов, но до 20 отливок выдаст идеально.
Для каких задач подходят силиконовые формы
Силикон подойдет, когда важна детализация, скорость и экономичность малых серий, например:
1. Прототипирование и мелкосерийное производство. Когда продукция еще в разработке, нужен физический образец. Силиконовые формы дают возможность получить изделия за 2-4 дня без вложений в промышленную оснастку. Этого достаточно, чтобы оценить эргономику, вид, показать прототип инвестору или провести первые тесты.
2. Производство корпусов, декоративных и технических изделий. Силикон «считывает» фактуру дерева, рельефные надписи, микротиснение — все, что нанесено на мастер-модель. Поэтому из таких форм выходят корпуса электроники с логотипами, дизайнерские светильники, статуэтки, интерьерные панели, а также дюбеля, клипсы, заглушки, втулки.

3. Литье сложных элементов и изделий с поднутрениями. В жесткой пресс-форме для поднутрений нужны разъемы и подвижные плиты, а в силиконовой достаточно разрезать эластичный блок. Деталь с обратными углами, выступами и внутренними полостями извлекается без повреждений.
Силиконовые формы подходят для объема партии до 1000 изделий, если важен срочный запуск, у объекта сложная геометрия, бюджет на оснастку ограничен или дизайн еще может поменяться.
Однако силикон не заменяет металл. Он закрывает свою нишу — этап прототипирования, запуска и малой серии и здесь у него нет конкурентов. Однако силиконовые формы не подойдут, если тираж более 1000 изделий, материал агрессивен к силикону или оснастка должна работать годами без замены.
Из каких материалов делают силиконовые формы
В зависимости от типа катализатора, запускающего процесс отверждения, различают два вида силикона: на оловянной и на платиновой основе. У каждого из двухкомпонентных составов — свои особенности.
Силикон на оловянной основе дешевле платинового аналога. Работать с ним проще — не нужна столь тщательная подготовка поверхности мастер‑модели. Однако есть и недостатки: со временем дает усадку, дубеет, термостойкость не превышает +200 °C. Также его нельзя использовать для контакта с пищевой продукцией.

Силикон на платиновой основе практически не дает усадки, точнее воспроизводит мелкие элементы и микрорельефы. Он выдерживает температуры до +250 … +300 °C, подходит для контакта с пищевыми продуктами. Но нужна аккуратная работа и тщательная подготовка поверхности мастер‑модели — очистка, обезжиривание, а иногда и нанесение разделительного состава.
Важна также твердость по Шору, она показывает, насколько оснастка эластична или жестка. Оптимальное значение 40 Шор А: такие материалы сдерживают давление полиуретана при отверждении, предотвращают деформацию стенок формы и утолщение готового изделия.
Какие пластики можно лить
- Полиуретановые. Твердеют при комнатной температуре. Свойства разные: от мягких эластомеров до ударопрочных аналогов АБС и полиамида.
- Прозрачные компаунды. Оптически чистые полиуретаны для линз, световодов, прозрачных корпусов и сувениров.
- Эпоксидные смолы, акрилаты, жидкая керамика, компаунды с металлическим наполнителем.
Есть ограничения: силикон выдерживает кратковременно до 180-300 °C, длительный нагрев разрушает форму. Некоторые эпоксидные смолы при отверждении разогреваются и могут сжечь силикон. Агрессивные растворители и мономеры также разрушают материал.
Как делают силиконовые формы: основные этапы
Процесс состоит из нескольких шагов.
Исходные данные и анализ изделия
Определяют, что будут лить и зачем:
- Точность — есть ли жесткие допуски или достаточно визуального совпадения.
- Геометрия — поднутрения, обратные уклоны, тонкие стенки — все, что повлияет на разъем.
- Объем партии — несколько единиц отливок или 1000. От этого зависит, какой силикон использовать.
Подготовка мастер-модели
С мастер-модели снимают форму. Получить ее можно 3 способами:
- 3D печать;
- токарная или фрезерная обработка;
- готовое серийное изделие.
Важно: поверхность должна быть идеальной, поскольку царапины, слоистость от печати и следы фрезы перейдут в форму, а из нее — в каждую отливку. Поэтому полировка — обязательный этап.
Проектирование
До заливки силикона нужно решить, как форма будет раскрываться и как заливать пластмассу.
- Разъем. Где проходит линия раскрытия: от этого зависит, вынется ли деталь без повреждений.
- Литниковая система — каналы, по которым полимер попадает в полость. Диаметр, длина, расположение — все влияет на скорость заливки и наличие воздушных пузырей.
- Выпоры — тонкие прорези для выхода воздуха. Без них в глухих полостях останутся раковины.
- Усадка пластмасс. Полиуретан может давать усадку 0,2-1,5 %, поэтому мастер-модель делают с небольшим припуском.
Выбор силикона для формы
| Характеристика | Параметр | Когда выбрать |
| Твердость | 5-15 Шор | Миниатюрные детали, сложный рельеф, ювелирная точность |
| 20-30 Шор | Универсальное решение | |
| 35-50 Шор | Крупные изделия, не нужно выворачивание формы | |
| Усадка | До 0,1 % | Детали с точными размерами |
| 0,2-0,4 % | Допуск не критичен | |
| Материал | Любые модели, стандартные задачи | Оловянный силикон |
| Высокая точность и долговечность | Платиновый силикон |
Изготовление силиконовой формы
Технология по шагам:
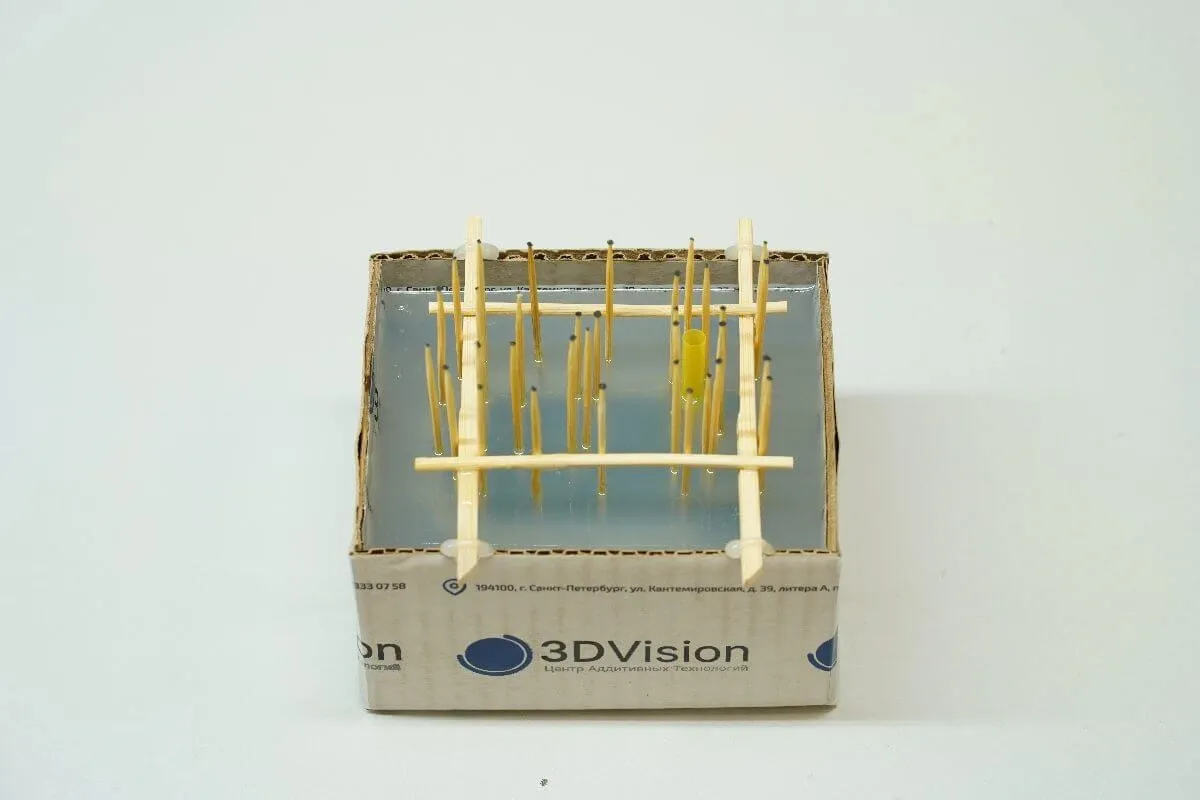
- Опалубка. Мастер-модель фиксируют в рамке.
- Заливка. Смешанный с катализатором двухкомпонентный состав заливают тонкой струей с верхней точки — так меньше пузырей.
- Полимеризация. От 30 минут до 24 часов в зависимости от состава и объема.
- Извлечение. Рамку разбирают, силиконовый блок разрезают, мастер-модель удаляют.
Этот алгоритм применяют для деталей с небольшой формой и простой геометрией. Для крупных и сложных изделий технология может включать двух- или трехэтапную заливку.
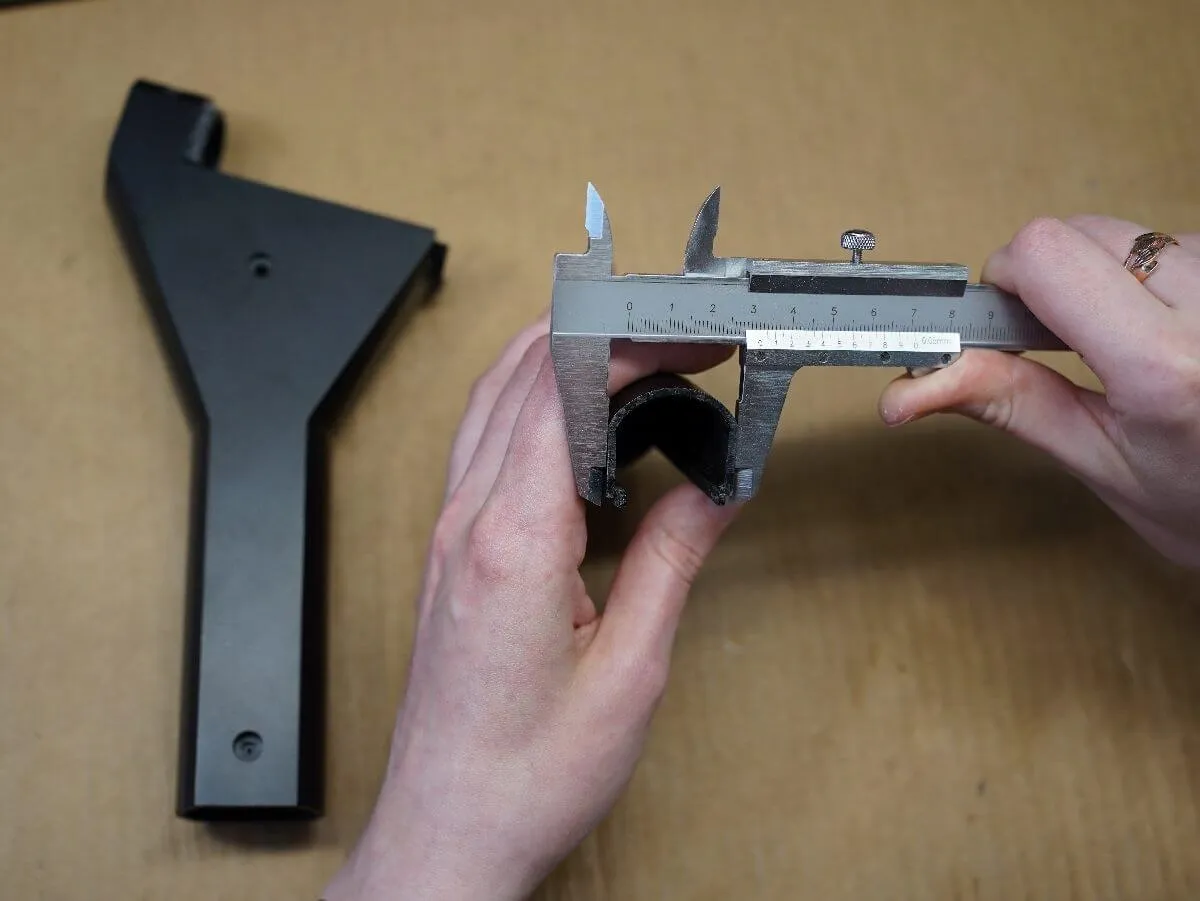
Контроль качества и приемка формы
- Осмотр — не должно быть недоливов, крупных раковин, расслоений.
- Проверка первой отливки — должна точно соответствовать мастер-модели.
Первая заливка тестовая. Она покажет, все ли в порядке: нет ли пузырей, полностью ли заполнена полость, насколько точно скопирована мастер-модель.
Технология литья пластика в силиконовые формы
Ручное литье — самый доступный метод. Состав замешивают вручную и заливают через литник. Подходит для единичных отливок и крупных деталей, но есть вероятность образования пузырей.
Литье с простым оборудованием — ручными или пневматическими дозаторами. Дозировка стабильнее, пузырей меньше.
Литье под давлением — смесь подают под давлением в несколько атмосфер. В итоге заполняются тонкие стенки и глухие полости, которые иначе не пролить.
Литье с вакуумом — форму ставят в вакуумную камеру и заливают уже в безвоздушной среде. Это единственный способ получить прозрачные отливки и детали толщиной от 10 мм без раковин.
Можно ли сделать форму своими руками
Возможно и именно с этого начинают большинство дизайн-бюро, стартапов и небольших производств.
Что реально делать самостоятельно:
- Формы для единичных отливок и малых серий (до 30-50 изделий).
- Прототипы и тестовые образцы.
- Сувениры, декоративные элементы.
- Детали без сверхжестких допусков.
- Заливку полиуретанов и эпоксидных смол холодного отверждения.
Необходимое сырье, материалы и инструменты:
- силикон (оловянный, он проще в работе);
- мастер-модель (напечатанная на 3D-принтере, выточенная или готовая);
- пластилин, герметик, деревянные или металлические конструкции для опалубки;
- емкости для замеса, весы, шпатели;
- вакуумная камера — не обязательна, но заметно повышает качество детали;
- полимеризационная камера или теплое помещение без пыли.
Домашняя оснастка почти всегда уступает профессиональной. Самодельные формы редко выдерживают больше 30 циклов — сказываются погрешности заливки, неточное смешивание сырья и перепады температуры. Без литьевого оборудования сложно гарантировать стабильную геометрию: каждая ручная форма уникальна, и новая может не совпасть идеально с первой.
Когда выгоднее заказать профессиональное изготовление
Ситуаций несколько: если тираж больше ста изделий, деталь требует жестких допусков или сложной геометрии, необходима пищевая сертификация или время дороже экономии. Платиновые силиконы, капризные к условиям, тоже лучше доверить технологу.
Срок службы и ресурс силиконовых форм
Ресурс измеряют количеством отливок. В основном он зависит от типа силикона: оловянные формы служат 30-50 циклов, платиновые — 70-100 и больше. Если изделия тонкостенные, есть поднутрения и отверстия, то они порвутся быстрее. На срок службы также влияет заливаемый материал. Как понять, что форма выработала ресурс? Потребуется замена, если у отливок пропал блеск, силикон задубел, начал крошиться по краям или нарушилась геометрия.

Чтобы продлить срок эксплуатации, используйте разделительный состав перед каждой заливкой — он исключает прилипание. Извлекайте отливку аккуратно, без рывков и металлических предметов. Очищайте полость от остатков пластика. Храните форму в горизонтальном положении, в темноте и без нагрузки.
Сколько стоит изготовление силиконовой формы
Стоимость стартует от нескольких тысяч рублей. Она зависит от сложности геометрии, типа силикона, размеров и тиража. В отличие от металлических пресс-форм, которые требуют станков с ЧПУ, термообработки и недель работы, силиконовая форма выходит значительно дешевле.
Заключение
Силиконовые формы оптимальны для литья пластика, когда не нужны объемные тиражи. Их изготовление занимает дни, не нужно дорогостоящее оборудование. Технология оптимальна для прототипов, малых серий, дизайнерских предметов. Силикон не заменяет промышленные пресс-формы, но он закрывает свою нишу — запуск, тестирование и гибкое производство небольших партий.
Последние публикации
Популярность 3Д принтеров регулярно растёт. Новые модели отличаются широким набором функций, простым и понятным интерфейсом, а также удобством в эксплуатации. С каждой новой моделью производители внедряют инновационные решения, чтобы сделать оборудование более эффективным и функциональным. Благодаря этим улучшениям работать с 3Д принтерами становится всё проще и комфортнее.
Аэрокосмическая отрасль сегодня переживает трансформацию. Растущий спрос на критически важные компоненты требует новых подходов к производству. Индустрия все чаще обращается к металлической 3Д печати (MPBF/SLM) благодаря ее способности создавать легкие, сложные и высокопроизводительные детали, недоступные для традиционных методов.

Дефекты пластика — это видимые или скрытые нарушения целостности, структуры или внешнего вида изделия.

От пластика для литья зависят свойства и качество конечного изделия: его вид, прочность, стойкость к механическим воздействиям и срок службы. Ошибки на этапе выбора могут стать причиной брака, а также подорвать доверие производителя.

Формы для литья пластика задают геометрию будущего изделия. В них заливают полимер, после застывания заготовку извлекают и обрабатывают.

Как спроектировать и изготовить прототип ветрогенератора, который будет работать в реальных условиях крайнего севера?
