От качества подготовки 3D-модели к печати зависит прочность, точность, стоимость детали, а также расход материала.
Начинающие пользователи 3D-принтеров часто скачивают готовые файлы из сети, но у них могут быть скрытые дефекты — ошибки геометрии, зазоры или стенки, не подходящие под технологию или материал. Если их пропустить, то вместо качественного изделия можно получить брак. Наше руководство поможет грамотно подготовить модель и избежать типичных ошибок начинающих.
Содержание
- Что такое подготовка модели к 3D-печати и зачем она нужна
- Требования к 3D-печатным моделям
- Размеры, масштаб и единицы измерения
- Особенности моделирования
- Форматы файлов для 3D-печати
- Программное обеспечение для подготовки моделей
- Этапы подготовки модели к 3D-печати
- Материалы и их особенности
- Частые ошибки при создании и подготовке 3D-моделей
- Подведем итог
Что такое подготовка модели к 3D-печати и зачем она нужна
Подготовка модели к 3D печати помогает преобразовать цифровой объект в файл, пригодный для печати. Чтобы результат получился без артефактов, учитывайте ограничения принтера, свойства материала и особенности конкретной технологии.
Модель должна:
- корректно открываться в слайсере;
- вписываться в рабочую область оборудования и соответствовать его возможностям;
- учитывать свойства расходника (например, PLA и ABS дают разную усадку, это влияет на точность размеров);
- подходить под выбранный метод печати: для FDM важны опоры под нависающими элементами, для SLA правильная ориентация, чтобы снизить усилия отрыва.
За счет грамотной подготовки деталь не деформируется, не отслоится и не разрушится при печати. Правильное расположение на платформе, минимум поддержек и оптимальная толщина стенок помогут сократить расход и сохранить прочность отпечатка. Учет усадки и точные настройки слайсера гарантируют, что изделие будет соответствовать заданным размерам и подойдет для сборки.
Для подготовки нужно время, но именно она страхует от брака и лишних затрат.
Требования к 3D-печатным моделям
Чтобы слайсер сгенерировал G-код без ошибок, модель должна соответствовать базовым требованиям. Разберем их подробно.
Замкнутость поверхности (Watertight)
Модель должна быть без отверстий или разрывов в сетке. Слайсеру важно четко различать внутренний объем и внешнее пространство. Если в геометрии есть незамкнутые ребра или разорванные полигоны, программа не сможет правильно рассчитать слои, это приведет к ошибкам при генерации G-кода.
Отсутствие самопересечений
Пересекающиеся полигоны и дублирующиеся грани нарушают целостность геометрии. Даже если поверхности визуально совпадают, слайсер может неверно интерпретировать их структуру, например, увидеть два слоя вместо одного или пропустить участок. Для устранения ошибок используют булевы операции: они корректируют топологию, устраняют пересечения и формируют единую непротиворечивую сетку.
Корректные нормали и ориентация поверхностей
Нормали (векторы) указывают направление поверхности полигона. Все они должны быть ориентированы наружу — так слайсер сможет однозначно определить внешнюю и внутреннюю области модели. Если нормали инвертированы (направлены внутрь), слайсер воспринимает соответствующие участки как невидимые или отсутствующие.
Минимальная толщина стенок
Толщина стенок — критический параметр, который зависит от:
- технологии печати (FDM, SLA, SLS);
- диаметра сопла (для FDM);
- свойств материала (вязкость, усадка, прочность).
Слишком тонкие стенки могут не сформироваться или разрушиться сразу после печати, толстые — приведут к перерасходу материала.
Распределение нагрузки и конструктивная логика
3D-модель проектируют с учетом специфики послойного наращивания, а не как монолитную литую деталь. Здесь важно учитывать несколько моментов:
- Опоры для нависающих элементов. Если угол свеса превышает 45°, нужны поддержки, иначе выступающие части провиснут или деформируются.
- Усиление тонких элементов. Чрезмерно тонкие детали без усиления могут сломаться при печати или эксплуатации. Чтобы повысить надежность, можно увеличить толщину нагруженных участков, добавить ребра жесткости или изменить геометрию для равномерного распределения нагрузки.
- Направление слоев относительно нагрузок. Прочность объекта при 3D-печати отличается вдоль и поперек слоев, это явление называют анизотропией прочности. Слои не превращаются в единый монолит: в процессе печати они спекаются или склеиваются между собой. Прочность такого соединения всегда ниже, чем прочность материала внутри слоя, поэтому при проектировании стоит ориентировать модель так, чтобы основные нагрузки действовали вдоль слоев, а не между ними.
- Минимизация больших плоских выступов. Выступающие плоские участки могут деформироваться из-за усадки при остывании. Чтобы снизить риск коробления, нужно уменьшить размер выступающих плоскостей, добавить ребра жесткости, заменить сплошные выступы решетчатыми и перфорированными структурами.
- Равномерное распределение массы и нагрузок. Перепады толщины и несбалансированное распределение массы могут привести к неравномерной усадке, трещинам или отрыву модели от платформы.
Грамотное распределение нагрузки, продуманная геометрия и ориентация модели позволят получить прочную деталь без дефектов.
Оптимизация внутреннего объема (облегчение модели)
Сплошные модели долго печатаются, требуют много материала и часто деформируются из-за усадки при остывании. Чем массивнее изделие, тем выше риск коробления, отслоения от платформы или внутренних трещин.
Самый эффективный способ снизить массу изделия и расход — сделать модель пустотелой. Достаточно оставить внешние стенки минимальной толщины (обычно 1,2-2,0 мм для FDM), остальное удалить. Но важно помнить о дренажных отверстиях: если их не предусмотреть, внутри останется лишний материал (при SLA) или воздух не сможет выходить (при FDM).
Также полость можно заполнить ячеистой структурой, она поможет сохранить жесткость. Соты обеспечивают прочность и легкость, гироид хорошо работает при разнонаправленных нагрузках, решетки подходят для базовых задач. Плотность заполнения регулируют под конкретные зоны: в нагруженных участках делают чаще, в остальных реже.

Важна настройка заполнения (Infill), она позволяет управлять соотношением прочности, веса, расхода и времени печати. Оптимальный процент заполнения выбирают с учетом назначения объекта. Для декоративных моделей хватает 10-20%, для большинства функциональных прототипов 20-40%. Если деталь будет испытывать большие нагрузки, заполнение увеличивают до 50-80%. Сплошным (100%) делают локальные участки, например, места под крепеж или резьбу.
Размеры, масштаб и единицы измерения
Часто новички путают миллиметры и дюймы. Модель в дюймах при импорте в миллиметровый слайсер уменьшится более чем в 20 раз. И наоборот: миллиметровая модель в дюймовом слайсере окажется слишком большой для печати. Перед отправкой проверяйте габариты модели в слайсере и убедитесь, что она помещается на стол. Если размер не совпадает, отмасштабируйте модель вручную или задайте точные значения в миллиметрах.
Особенности моделирования
При проектировании 3D-моделей учитывайте ограничения принтера и свойства материала. Параметры:
- Толщина стенок. Слишком тонкие стенки могут сломаться на этапе постобработки или при нагрузке, толстые — ведут к перерасходу материала, внутренним напряжениям и деформации из-за неравномерной усадки. Оптимальная толщина зависит от технологии и назначения детали.
- Зазоры для подвижных соединений. Если вы проектируете шарнир, защелку или другую подвижную часть, то только совместить детали на экране недостаточно — без технологического зазора они сплавятся в монолит. Обычно закладывают 0,2-0,4 мм между сопрягаемыми поверхностями (значение зависит от материала и точности FDM-принтера).

- Мелкие элементы и текстуры. Для FDM минимальный размер элемента ограничен диаметром сопла, для SLA — размером пикселя проектора. Надписи и рельеф должны быть достаточной глубины и ширины, чтобы их можно было прочитать.
- Углы, нависания. Внутренние острые углы работают как концентраторы напряжений — в них чаще появляются трещины. Горизонтальные нависающие элементы без поддержек провисают под собственным весом, поэтому, если угол свеса более 45°, нужны опоры.
Если учитывать эти правила, вы получите рабочую деталь с первого раза без доработок.
Форматы файлов для 3D-печати
Для печати на 3D-принтере используют разные форматы. Выбор зависит от задачи: нужна просто геометрия или важны цвет, текстуры, точность.
STL
Самый популярный формат. Описывает модель сеткой из треугольников. Подходит для большинства задач: его читают все слайсеры и принтеры. Файлы получаются компактными, особенно в бинарном виде. Минус: хранит только геометрию, без цвета и материалов.
OBJ
Формат с поддержкой цветов и текстур. Часто идет в паре с файлом расходников (.mtl). Используется для цветной печати, дизайна, арт-объектов. Но не все слайсеры корректно обрабатывают OBJ, а размер файлов часто превышает аналогичные STL.
3MF
Современный стандарт для 3D-печати. В одном файле хранит геометрию, цвета, материалы, текстуры и единицы измерения. Поддерживается популярными слайсерами (Cura, PrusaSlicer). Идеален для сложных и профессиональных задач.
STEP
Инженерный формат для обмена данными между CAD-системами. Хранит параметрическую геометрию. Незаменим в машиностроении.
Программное обеспечение для подготовки моделей
Исправить скрытые дефекты помогают специальные программы для проверки и ремонта моделей:
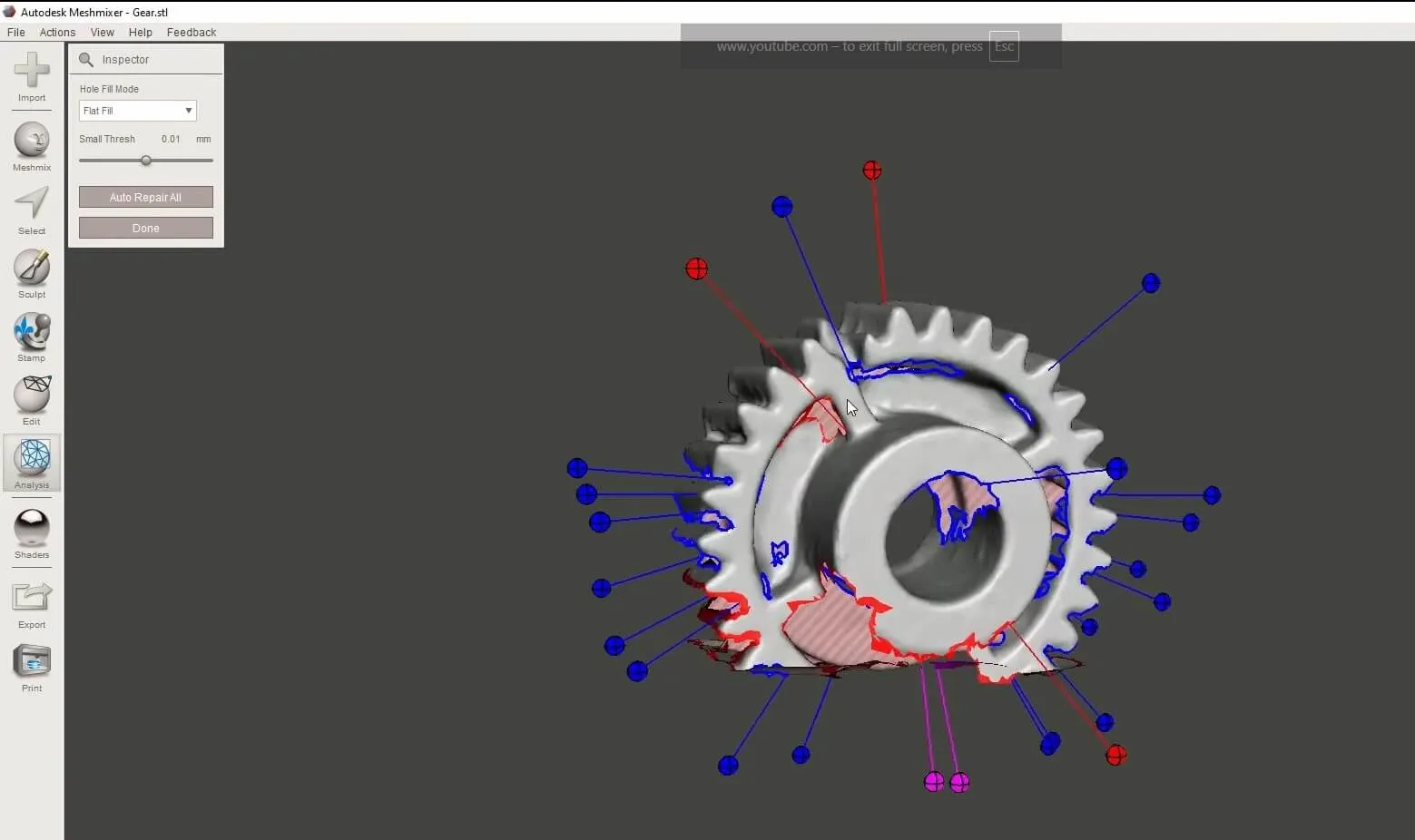
- Meshmixer от Autodesk — бесплатная программа для анализа и ремонта сеток. Она закрывает отверстия, исправляет нормали и пересечения, упрощает или уплотняет сетку. Здесь можно проанализировать толщину стенок и устойчивость модели.
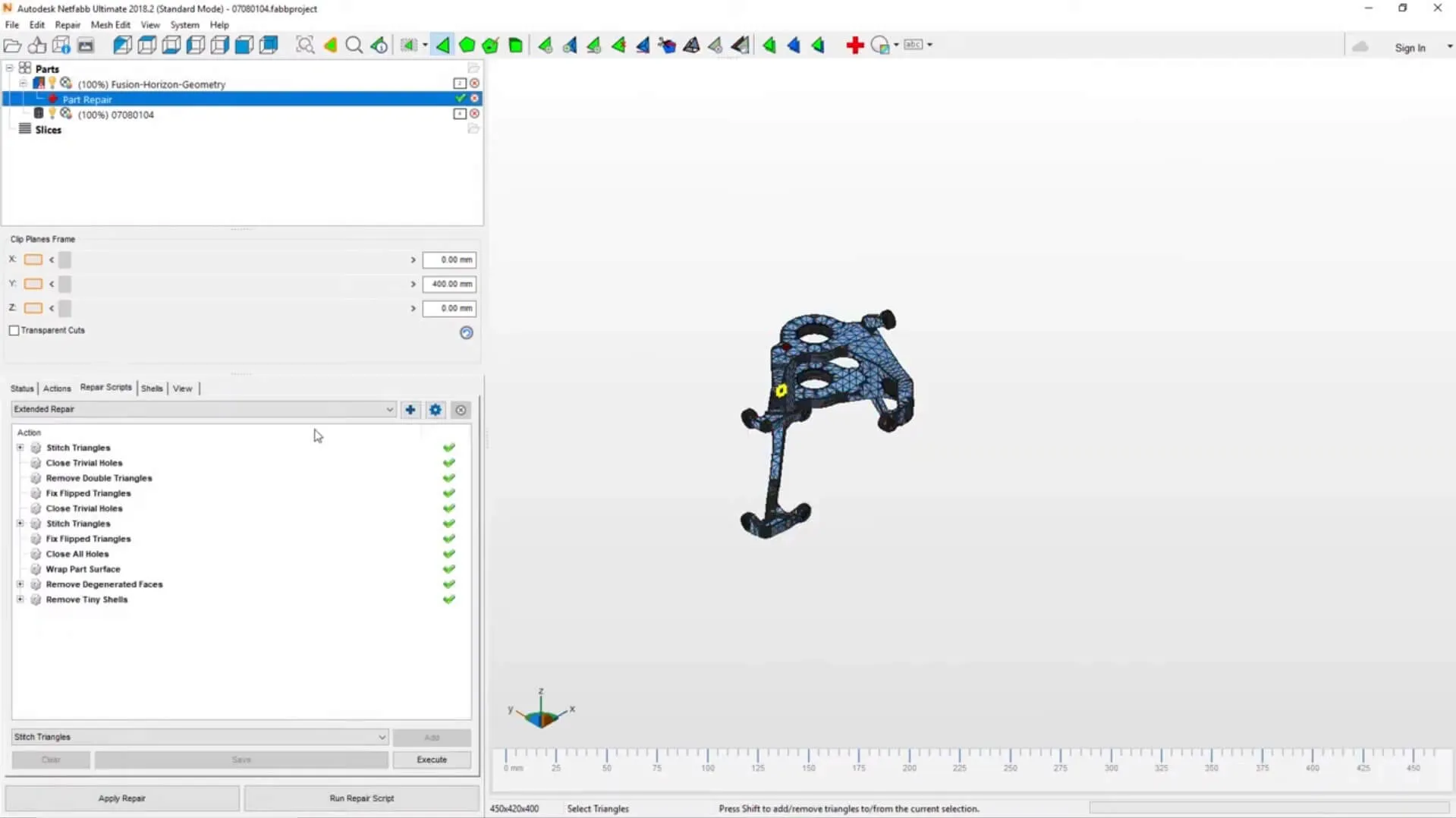
- Netfabb — профессиональный инструмент для работы со STL. Бесплатная версия справляется с базовым ремонтом, в платной предусмотрена оптимизация поддержек, симуляция печати и прогнозирование деформаций.
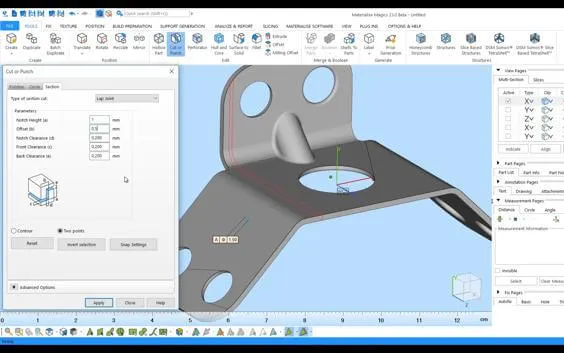
- Materialise Magics — промышленное ПО для аддитивного производства. Используется там, где нужна высокая точность и работа со сложными материалами (металл, нейлон). Продукт платный, но здесь есть расширенный анализ, булевы операции, генерация поддержек и пакетная обработка
- VoxelDance Additive — современная платформа для промышленности. Поддерживает все основные технологии: SLA, DLP, SLS и SLM. Включает модули для исправления геометрии, создания сложных поддержек, интеллектуального размещения моделей и нарезки.
Также нужны слайсеры, они нарезают модель на слои и превращают ее в инструкцию для принтера — G-код. Выбор программы зависит от типа принтера и сложности задач.
Для FDM-печати:
- Ultimaker Cura — популярный бесплатный слайсер. Есть 3 уровня настроек от новичка до эксперта, поддержка сотен принтеров, более 400 параметров печати и встроенная библиотека плагинов.
- PrusaSlicer — славится скоростью нарезки и продвинутыми поддержками, включая древовидные.
- Bambu Studio — создан для принтеров Bambu Lab, но работает и с другими. Удобный интерфейс, возможность планировать несколько платформ.
- OrcaSlicer — код Bambu Studio с расширенными возможностями.
- Simplify3D — платный профессиональный слайсер. Позволяет управлять скоростью и температурой для каждого слоя, редактировать G-код в реальном времени.
Для фотополимерной печати (SLA/DLP):
- Chitubox — стандарт для смоляных принтеров. Точная настройка времени засветки, сглаживание, компенсация усадки, автоматический расчет ориентации. Есть бесплатная и платная версии.
- Lychee Slicer — альтернатива Chitubox с богатой библиотекой профилей смол и интеллектуальной генерацией поддержек. Подсвечивает проблемные зоны на моделях.
Для SLS/SLM:
- VoxelDance Additive — активно развивается как альтернатива Magics, поддерживает SLM, SLS, SLA. Есть модули симуляции деформаций .
- Materialise Magics — промышленный стандарт для металла и нейлона.
Что выбрать? Для большинства пользователей это CAD для проектирования (или поиск готовой модели), Meshmixer для исправления проблем, Cura или PrusaSlicer для нарезки. Если печатаете фотополимерной смолой, выбирайте Chitubox или Lychee. Для промышленных задач подойдет Netfabb или Magics.
Этапы подготовки модели к 3D-печати
- Проверка и исправление геометрии. Убираем ошибки: ищем отверстия, пересечения, инвертированные нормали. Слайсеры устраняют их автоматически: если скачать модель с дефектом, программа сообщит об этом и предложит исправить проблему.
- Масштабирование и позиционирование. Выставляем реальные размеры. Поворачиваем модель так, чтобы минимизировать поддержки и улучшить качество поверхности.
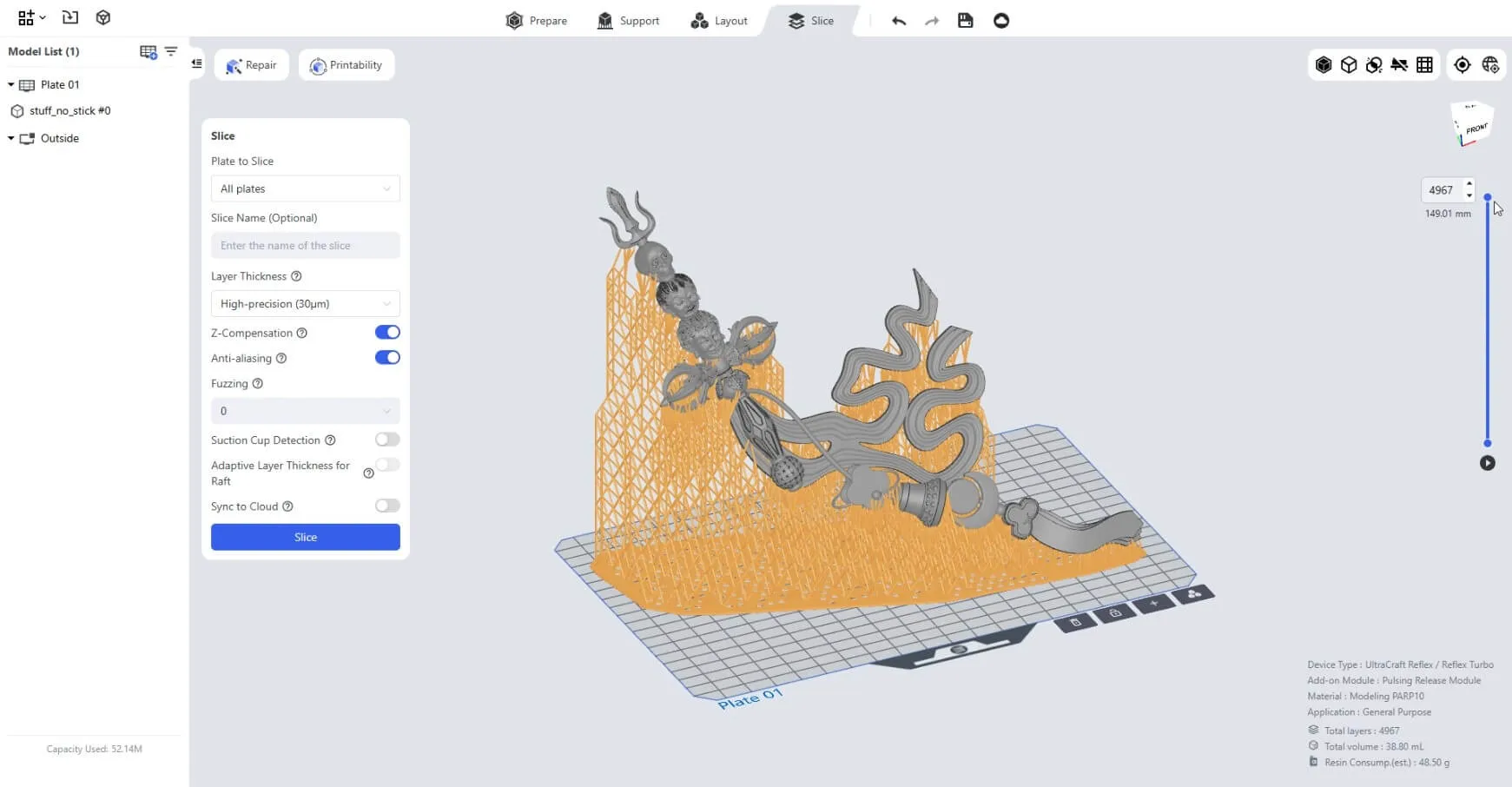
- Генерация и оптимизация поддерживающих структур. Выбираем тип (линейные или древовидные), настраиваем плотность и угол нависания. Задача — найти баланс между надежностью и легкостью удаления.
- Настройка параметров нарезки. Выбираем профиль под конкретный материал (PLA, ABS и т.д.). Настраиваем высоту слоя, заполнение, температуру, скорость.
- Предпросмотр и анализ. Визуально проверяем G-код слой за слоем. Ищем пропуски или другие проблемные зоны, которые могут привести к дефектам.
Материалы и их особенности
У каждого материала свои требования и ограничения.
PLA — самый простой для печати пластик. Можно печатать на принтерах с открытой камерой. Филамент нетоксичный, практически не пахнет. Минус — боится высоких температур и ультрафиолета. Предметы из PLA со временем теряют прочность на солнце и деформируются в горячей воде.
ABS и ASA — прочные и термостойкие филаменты. Выдерживают большие нагрузки и нагрев. Для печати нужна закрытая камера. Из-за сильной усадки требуется компенсация в модели и хорошая адгезия к столу.
PETG — прочный, чуть гибкий, устойчивый к агрессивным средам пластик. Быстро впитывает влагу из воздуха: если филамент отсырел, печать пойдет с пузырями и дефектами. Перед применением обязательна сушка.
Гибкие материалы (TPU) печатаются медленно, требуют прямой подачи. Важно настроить откат, иначе нить запутается внутри механизма. Модели получаются эластичными, но точность размеров ниже, чем у жестких пластиков.
Фотополимерные смолы дают идеальную детализацию, поэтому незаменимы для миниатюр и ювелирных изделий. Требуют постобработки: обязательна промывка и дозасветка.
Для инженерных пластиков нужна высокая температура печати, закрытая камера, сопла и механизмы экструдера из закаленной стали. Для печати объектов из металла и керамики в геометрию модели нужно заложить компенсацию усадки. Поддержки проектируют так, чтобы они одновременно фиксировали деталь, отводили тепло и не мешали деформациям при постобработке.
Частые ошибки при создании и подготовке 3D-моделей

Новички и опытные пользователи иногда пропускают важные нюансы. Разберем распространенные проблемы:
- Ошибки геометрии. Незамкнутые поверхности, пересекающиеся полигоны или инвертированные нормали. Слайсер может показать модель, но при генерации кода возникнут сбои.
- Игнорирование толщины стенок. Иногда при проектировании не учитывают физические ограничения принтера, например, стенку делают тоньше, чем позволяет диаметр сопла. Или используют одинаковую толщину для разных материалов, хотя требования к PLA, ABS и фотополимерной смоле различаются.
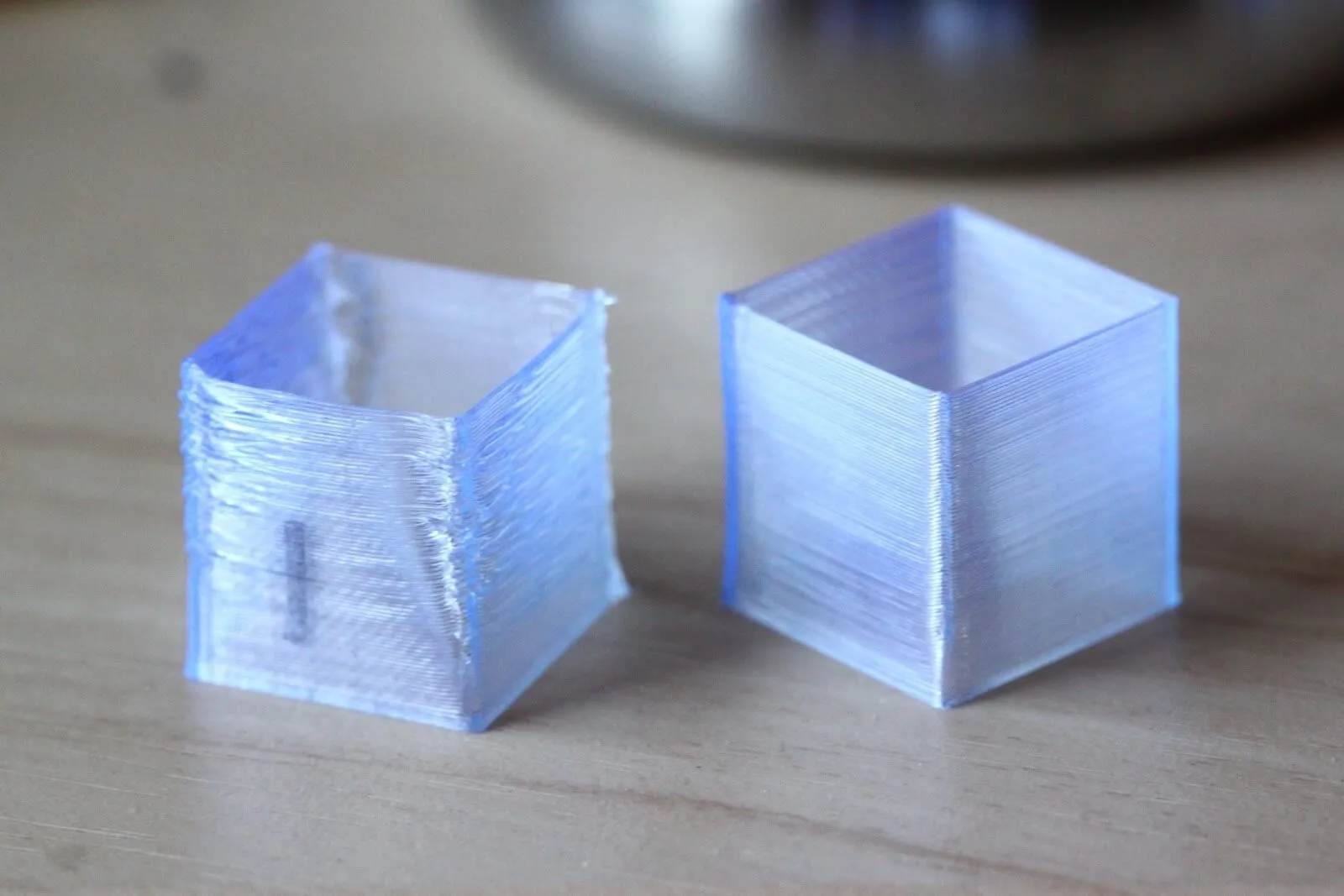
- Неправильная ориентация. Выбор положения объекта на столе влияет на два момента. Первый — количество поддержек: при неудачном повороте их потребуется больше, чем нужно. Второй — направление нагрузок: если основные усилия при эксплуатации будут направлены поперек слоев, деталь разрушится быстрее расчетного срока.
- Ошибки разрешения файла. Слишком грубая сетка превращает гладкие поверхности в угловатые, окружности становятся многогранниками. Избыточное количество полигонов делает файл большим, из-за чего ПО может обрабатывать модель медленно или зависать.
- Ошибки ПО. Часто модель экспортируют без предварительной проверки, из-за чего скрытые дефекты уходят в печать. Или выбирают неверные настройки при сохранении STL, например, неправильные единицы измерения или неоптимальные допуски триангуляции.
Подведем итог
При подготовке 3D модели к печати учитывайте ограничения технологии, материала и оборудования. Грамотная работа экономит время и ресурсы, снижает риск брака и влияет на качество результата.
Внимательное отношение к моделированию, проверке геометрии, настройкам нарезки и выбору параметров печати гарантирует надежность и точность конечной детали. Грамотно подготовленная модель — это 50% успеха 3D печати.