Селективное лазерное спекание (SLS) – захватывающая и надежная технология 3D-печати, способная изготавливать детализированные и сложные детали без необходимости использования поддержек. Изделия прочны, функциональны и способны соответствовать строгим допускам. Однако, несмотря на эти преимущества имеют шероховатую, зернистую поверхность. Применение постобработки может повысить их качество во многих отношениях.
В этой статье мы рассмотрим наиболее распространенные методы постобработки деталей, изготовленных методом SLS 3D-печати.

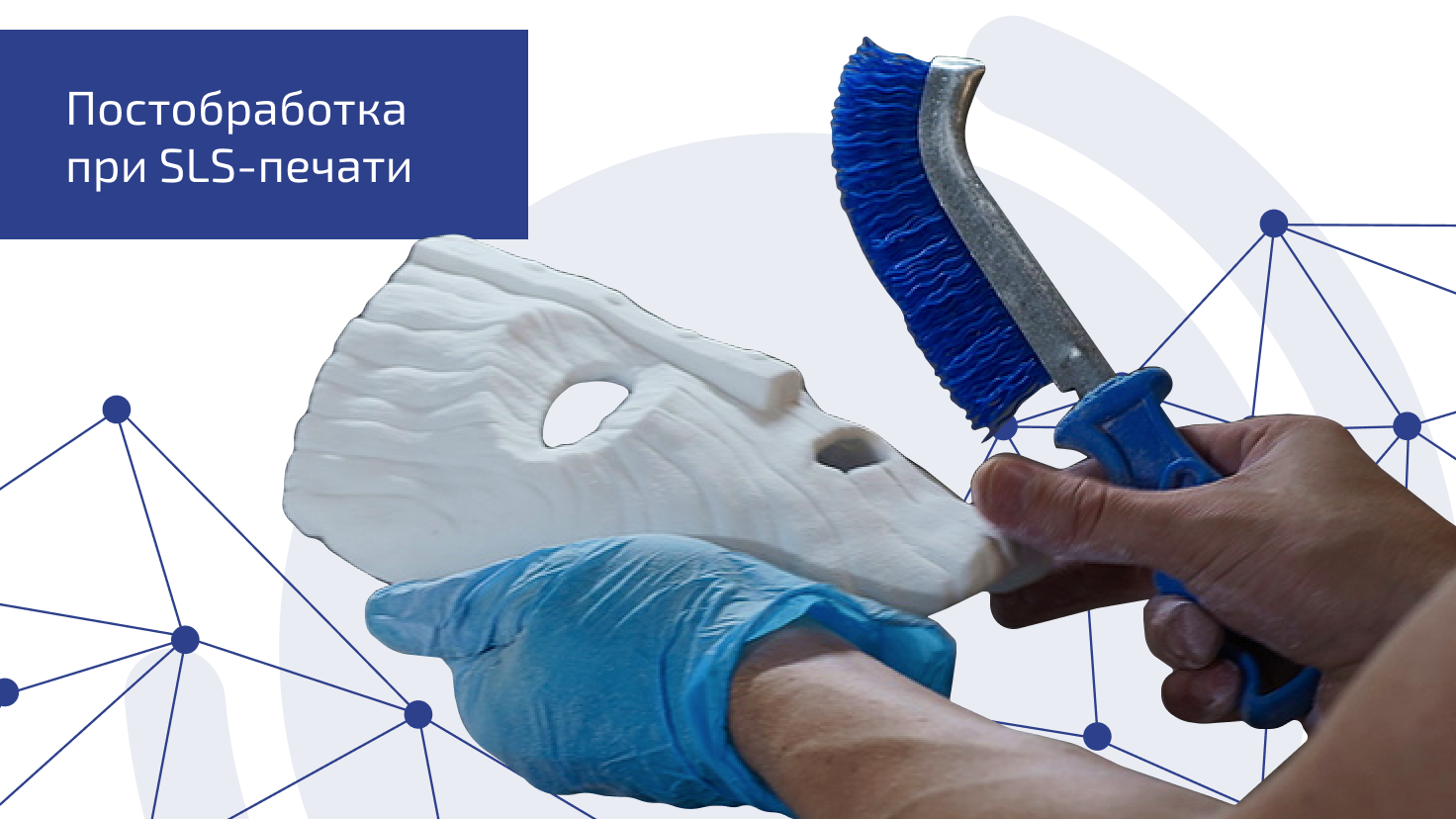
Постобработка всегда начинается с правильной разгрузки 3D-принтера после окончания печати. При технологии SLS в камере принтера сохраняется высокая температура, и именно поэтому первый шаг – дать деталям в камере построения остыть. Это занимает примерно столько же времени, сколько и печать.
После остывания начинается первичная очистка детали от неспеченного порошка. Она производится вручную с помощью жестких пластиковых щеток без ворса. Извлечение неспеченного порошка играет важную роль в снижении затрат на печать. Для этого существуют установки очистки и просеивания – специальное оборудование, которое делает постобработку проще, быстрее и экономичнее.
Станции порошковой очистки могут иметь механизм для более удобного извлечения деталей из камеры построения, а также вибросито. Таким образом, неспеченный порошок просеивается сразу во время первичной обработки и может быть использован в дальнейших манипуляциях. На нашем производстве мы используем установку Eplus3D EP-PCS4.


В результате такой первичной обработки получается матовая поверхность с шероховатостью, похожей на наждачную бумагу средней зернистости.


Пескоструйная обработка
После базовой очистки рекомендуется провести абразивоструйную обработку (также называемую пескоструйной обработкой). Такая манипуляция помогает полностью избавиться от остатков неспеченного порошка быстро и эффективно. Этот этап станет заключительным в рамках изготовления функциональных деталей, элементов механизмов и других применениях, где нет необходимости в добавлении физико-механических свойств и эстетической составляющей.


Вибрационная галтовка
Виброгалтовка – это процесс обработки деталей в вибрационных галтовочных машинах с целью удаления заусенцев, сглаживания поверхностей, очистки, полировки или упрочнения.
Детали помещаются в вибрационный барабан вместе с абразивными телами (гранулятом) и специальными рабочими растворами (вода, ПАВ, ингибиторы коррозии). Машина создает колебания, из-за которых абразивные тела трутся о поверхность деталей, постепенно снимая верхний слой материала.

В галтовочных машинах используются небольшие керамические чипы или пластиковые гранулы. Они вибрируют и тщательно удаляют шероховатости, чтобы поверхность изделий была гладкой.
Важно знать, что галтовка слегка изменит размеры детали, а также закруглит острые края. По этим причинам такая обработка не подойдет для изделий со сложными и мелкими деталями.
Сглаживание паром
При паровом сглаживании детали покрываются парами химических растворителей, которые контролируемо расплавляют 3D-печатный материал, заполняя мельчайшие полости и формируя гладкую, глянцевую оболочку вокруг детали. Изменяются преимущественно поверхностные слои, а внутренняя сердцевина остается нетронутой.
Паровое сглаживание перераспределяет материал, обеспечивая герметичную, гладкую поверхность, но не создает эффект полировки. Топология поверхности детали все еще будет видна, как и минимальные линии слоев. Примечательно, что эффект сглаживания не ограничивается геометрией прямой видимости, что делает его пригодным для сложных деталей с внутренними каналами или другими особенностями.

Точность сглаживания регулируется за счет специальных условий в технологической камере. Это позволяет достичь необходимой чистоты поверхности. Процесс контролируется с помощью пользовательских профилей настроек, разработанных производителем парового сглаживающего оборудования.
Химическое паровое сглаживание улучшает эксплуатационные характеристики и эстетический вид деталей. Сохраняя точность размеров, обработка уплотняет поверхности и облегчает окрашивание. Более того, после такого преобразования детали упрощается процесс получение сертификации для контакта с кожей и пищевыми продуктами.
Варианты покрытия деталей SLS
Для приобретения дополнительных свойств, детали SLS покрывают материалами с улучшенными характеристикам. К полученным свойствам относятся повышенная прочность, электропроводность или химическая стойкость. В этом разделе мы расскажем о разновидностях покрытия.
Металл
Покрытие 3D-печатных деталей металлом может быть выполнено с помощью гальванизации, также известного как электроосаждение. В этом процессе 3D-печатная деталь сначала покрывается токопроводящим спреем, затем погружается в химическую ванну, где электрический ток переносит металл из исходного материала (анода) на поверхность 3D-печатной детали (катода).
На детали можно наносить покрытие из многих металлов, иногда производители наносят несколько видов последовательно, чтобы добиться нужного баланса механических, электрических и косметических свойств.

Для повышения прочности на разрыв и электропроводности могут быть нанесены нержавеющая сталь, медь, никель, золото и хром (а также некоторые комбинации этих металлов).
Однако, несмотря на преимущества металлических покрытий, они увеличивают стоимость производства и время выполнения проекта.
Керамика
Керамические покрытия, такие как Cerakote, наносятся тонким слоем путем распыления полимера с керамическими добавками. При таком покрытии не требуется грунтовка, хотя детали должны быть тщательно обработаны, а также очищены средством для удаления воска и жира, чтобы на поверхности не осталось загрязнений.

Детали с керамическим покрытием химически устойчивы и механически прочны, кроме того, доступно множество цветовых решений.
Порошок
Порошковая окраска – это нанесение сухого полимера в виде порошка на материал подложки. Он наносится электростатическим способом и отверждается под воздействием тепла, света или их комбинации.

Для изделий, изготовленных из термочувствительного материала, были специально разработаны порошковые краски, отверждаемые ультрафиолетовым излучением. Эти покрытия также наносятся электростатическим способом и фиксируются при низком нагреве.
После того как порошок расплавится, покрытие подвергается воздействию ультрафиолетового света высокой интенсивности, который отверждает его. Ультрафиолетовые порошки требуют значительно меньше тепла и времени для обработки по сравнению с термореактивными порошковыми покрытиями, обеспечивая при этом сопоставимые эксплуатационные свойства, не повреждая и не деформируя напечатанную деталь.
Как и другие виды покрытий, порошковое может повысить химическую стойкость, твердость поверхности и механическую прочность.
Жидкий полимер
На рынке представлено множество жидких полимерных покрытий, обеспечивающих разную степень выравнивания и химической стойкости. Эти покрытия бывают прозрачными, тонированными или непрозрачными, наносятся методом окунания, кистью или распылением. Создаются они на основе различных химических составов, таких как эпоксидная смола, лак и полиуретан.
Окрашивание
Поскольку 3D-печатные детали пористые, их можно окрашивать с помощью обычных красителей. Основные материалы для SLS 3D-печати – нейлон или полиамид, которые также используются в текстиле, поэтому для них подойдут красители для ткани, предназначенные для работы с синтетикой.
Красить 3D-печатные детали можно с помощью бытовых материалов, в промышленных чанах. 3D-печатные детали из нейлона, не требуют специальных действий – достаточно инструкций, рекомендованных производителем красителя.

Деталь слева обработана со шпатлевкой, грунтовкой, затем окрашена
Деталь справа окрашена по поверхности после пескоструйной обработки
Использование ванны для окрашивания позволяет покрыть все внутренние и внешние поверхности детали. Как правило, краситель проникает в поверхность на глубину около 0,5 мм, а это значит, что со временем цвет потускнеет и обнажит первоначальный цвет порошка.
Для улучшения адгезии и равномерного нанесения покрытия рекомендуется использовать грунтовку, совместимую с пластиком. Чтобы ускорить сушку, можно применять тепловую пушку или фен.
Покрытия для водонепроницаемости
Для 3D-печатных деталей SLS, требующих повышенной водонепроницаемости, необходимы различные покрытия. Например, силиконовые и винил-акрилатные покрытия могут обеспечить отличную водонепроницаемость и защитить ваши детали. Впрочем, полиуретан (PU) неэффективен в качестве водонепроницаемого покрытия для деталей SLS. Также следует отметить, что подобно аэрозольным краскам и лакам, водонепроницаемые покрытия влияют на размеры деталей.

Заключение
Постобработка деталей, изготовленных с помощью 3D-печати технологией SLS, играет ключевую роль в достижении высокого качества и эстетики изделий. Пескоструйная обработка, виброгалтовка, полировка, сглаживание паром и окрашивание — это основные методы, которые позволяют улучшить физико-механические свойства, устранить шероховатости и придать деталям привлекательный внешний вид.
Каждый из этих методов имеет свои особенности и подходит для решения определённых задач. Выбор способа постобработки зависит от требований к изделию, его назначения и желаемого результата. Правильно подобранная технология не только повышает качество деталей, но и расширяет возможности их применения в различных отраслях.
Мы работаем на SLS-установке EPlus3D EP-P420 и можем предложить несколько видов постобработки:
-
Пескоструйная обработка (на нашем производстве данный этап является обязательным после печати любого изделия);
-
Вибрационная галтовка;
-
Шлифовка;
-
Грунтовка и покраска акрилом;
-
Вставка закладных элементов (втулки, крепежи и т.п).
Если у вас остались вопросы, смело пишите их в комментарии! А для консультации и оформления заказа вы можете связаться с нами любым удобным способом:
по телефону +7 (800) 333-07-58
отправив запрос на mail@3dvision.su
заполнив форму заявки на сайте
Реклама. OOO "3Д Вижн". ИНН: 7802253640