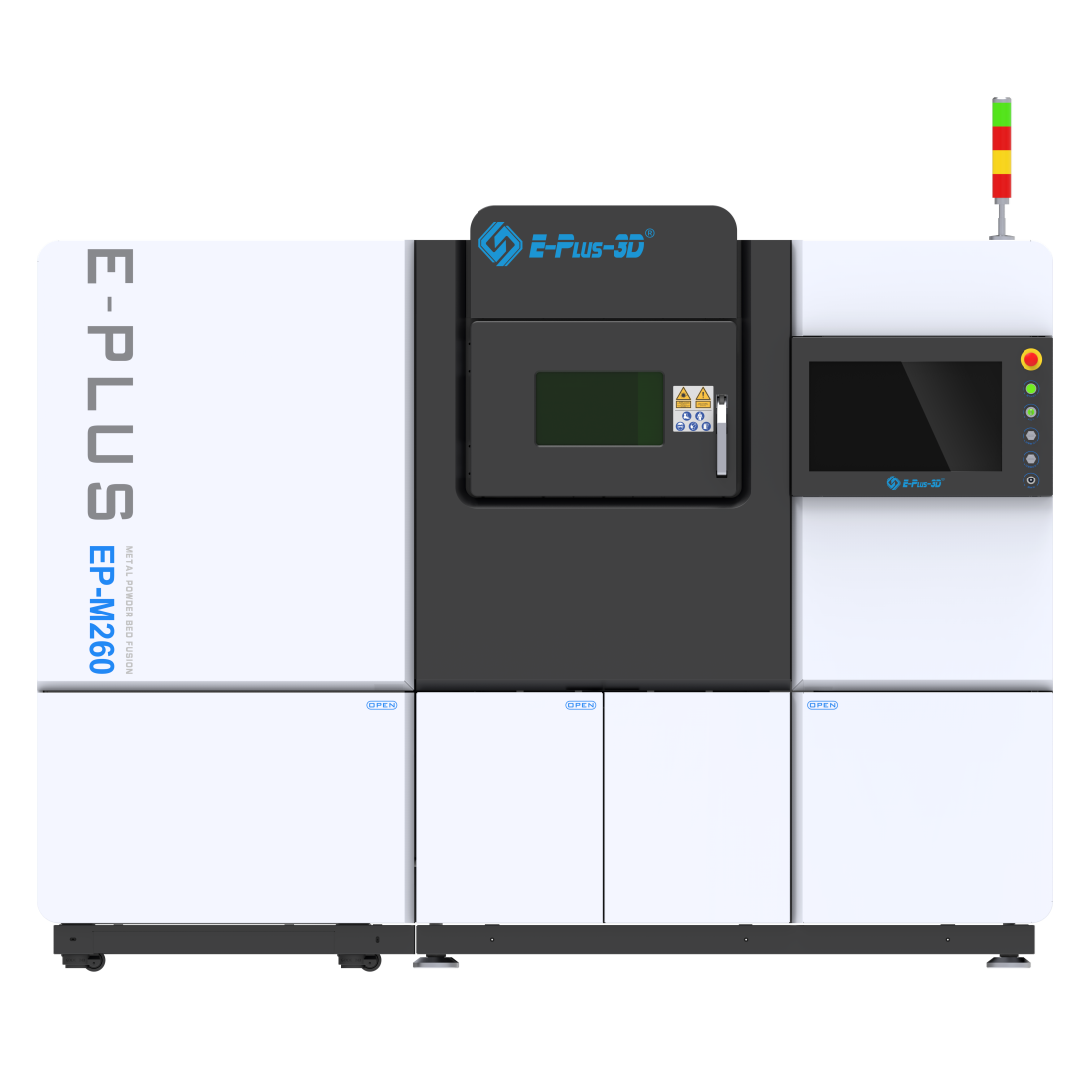
3D-принтер Eplus3D EP-M300L




Характеристики
- Производитель - Eplus3D
- Страна производитель - Китай
- Технология печати - SLM
Eplus3D EP-M300L — промышленная автоматизированная система трехмерной печати металлом, работающая по технологии лазерного сплавления порошковых материалов (MPBF/ SLM). Данная модель ориентирована на мелкосерийный выпуск продукции, а также на создание крупногабаритных деталей со сложной геометрической структурой. Производитель предлагает конфигурации с двумя, четырьмя и шестью лазерами мощностью 500, 700 или 1000 Вт на выбор, которые работают в печатной камере с полезным объемом 300x300x400 мм. Сочетание широкого спектра поддерживаемых металлов и уникальных конструктивных решений делает этот принтер востребованным во многих отраслях, включая аэрокосмическую, автомобильную, инструментальную, медицинскую промышленности.

Особенности
Главное отличие EP-M300L от базовой модели EP-M300 заключается в переходе от ручного обслуживания к полной автоматизации и масштабируемости под серийное производство. Буква «L» в названии (Line / Link) указывает на интеграцию принтера в непрерывную автоматизированную линию. Цилиндр построения выполнен в виде съемного независимого блока. Как только печать завершена, весь блок автоматически извлекается и отправляется на станцию очистки, а в принтер сразу устанавливается новый модуль. Принтер печатает практически без остановок
За счёт существенного сокращения времени простоя значительно повышается общая эффективность оборудования. Одна производственная линия EP-M300L способна обеспечить производительность, сопоставимую с несколькими традиционными установками, при этом сохраняя стабильное качество и снижая объём ручных операций. Производственная линия на базе EP-M300L превращает 3D-печать металлом из отдельного технологического этапа в непрерывный промышленный процесс. Система объединяет основное оборудование с дополнительными модулями, роботизированной автоматикой и интеллектуальным программным обеспечением.

Все ключевые этапы - печать, восстановление порошка, обработка деталей и логистика - соединены автоматизированными станциями и транспортными системами (AGV). Установка интегрируется с закрытой системой обращения металлического порошка, которая выполняет автоматический сбор, просеивание и циркуляцию порошка в герметичной инертной среде. Это обеспечивает сохранность материала и высокий уровень безопасности на всех этапах его использования.
Такая организация производственного процесса значительно снижает зависимость от ручного труда. Один оператор может контролировать сразу несколько производственных линий, а оборудование демонстрирует высокий коэффициент загрузки и эффективное повторное использование материала. В результате достигается снижение себестоимости деталей и увеличение общей производительности производства.
Высокая точность и качество аддитивного производства
Высокая детализация изделий достигается за счет прецизионного послойного селективного плавления металлического порошка при толщине слоя от 20 до 120 мкм и малом диаметре пятна фокусировки лазера в 70 мкм (до 120 мкм). Стабильно высокое качество 3D-печати также обеспечивается уникальной траекторией сканирования и жестким контролем концентрации остаточного кислорода в рабочей камере.
Минимальная толщина слоя в сочетании со сфокусированным лазерным лучом гарантирует отличную шероховатость поверхности, строгую геометрическую точность и высокую повторяемость синтезируемых деталей. Благодаря использованию передовой оптической схемы, характеристики лазерного излучения остаются неизменными по всей площади платформы построения, а при работе в двухлазерном режиме погрешность позиционирования в зоне перекрытия и сшивки лазеров не превышает ±0,15 мм.

Оптическая система
Оптическая система принтера EP-M300L является прецизионным комплексом, в состав которого входят волоконный лазерный источник, коллиматор луча, двухосевой гальванометрический сканатор, F-theta линза, оптоволоконный кабель и защитное сменное стекло. Для обеспечения максимальной стабильности траектории и мощности излучения Eplus3D использует компоненты от ведущих мировых производителей.
-
Источник лазерного излучения (IPG Photonics): В качестве базового излучателя применяется высокопроизводительный волоконный лазер мощностью 500 Вт/ 700Вт или 1000 Вт. Он характеризуется высоким КПД, пиковой удельной мощностью, минимальным сопутствующим тепловыделением и гарантирует высокую однородность луча во всех точках платформы построения.
-
Оптический коллиматор и оптоволокно (QBH / IPG): Высокочистый волоконный кабель доставляет излучение к коллиматору, который преобразует расходящийся световой поток в строго параллельный пучок с заданным размером пятна фокусировки.
-
Гальванометрический сканатор (Scanlab): Высокоскоростное позиционирование луча (до 8 м/с) реализуется с помощью цифрового двухосевого гальванометра (сканирующей головки). Сканатор состоит из двух прецизионных зеркальных элементов (X и Y) с ортогональным расположением. Каждое зеркало приводится в движение высокочастотным отклоняющим двигателем (сервоприводом с обратной связью). Луч последовательно отражается от зеркала X на зеркало Y, меняя координату по командам от контроллера принтера.
-
F-theta линза и защитная оптика (Sill Optics / II-VI): Отраженный сканатором луч проходит через специализированный объектив F-theta. Линза устраняет геометрические искажения и обеспечивает плоскостное фокусирование луча в мелкодисперсное пятно постоянного диаметра от 70 до 120 мкм по всей рабочей зоне. Для защиты дорогостоящей оптики от сварочного дыма и брызг металла под объективом установлено кварцевое сменное защитное стекло с просветляющим покрытием
Система управления
3D-принтер EP-M300L оснащен распределенной системой управления под управлением 64-битной ОС Windows 10. Комплекс состоит из ПК верхнего уровня (подготовка и нарезка моделей с передачей файлов по Ethernet), управляющего промышленного компьютера, ПЛК и сенсорного HMI-интерфейса.

Через промышленную шину система объединяет и координирует работу ключевых узлов: лазера и гальванометра, приводов платформ, систем газовой циркуляции, климат-контроля, подогрева порошка и чиллера. ПЛК отвечает за автоматику: клапаны, механизмы укладки и датчики безопасности. Промышленный ПК также обрабатывает траектории сканирования и интегрирован с модулями онлайн-мониторинга (контроль порошкового слоя, ванны расплава, геометрии и мощности лазера). Фирменное ПО предоставляет пользователю инструменты для сквозного контроля процесса, мониторинга систем и архивации параметров качества.
Системы фильтрации и рециркуляции
Во время лазерного плавления металлического порошка выделяется большое количество пыли, способной ухудшить качество печати. Система циркуляционной очистки принтера EP-M300L оснащена трехступенчатым комплексом фильтрации: циклонным сепаратором, элементами первичной и финишной (тонкой) очистки. Система задерживает ≥99,95% мелкодисперсных частиц размером 0,4 мкм (коэффициент прохождения — менее 0,05%).

1 - Постоянный фильтрующий бункер (фильтрующий бункер первого цикла); 2 - Резервуар для отходов фильтра; 3 - Циклон; 4 - Бункер фильтра тонкой очистки (бункер фильтра второго цикла); 5 - Бак для отходов циклона; 6 - Пассивационный бак.
В процессе лазерного спекания металлического порошка образуются дым и пыль, которые за счет создаваемого вентилятором разрежения поступают в фильтрационную камеру. Данный узел оснащен циклонным сепаратором для предварительной очистки и основным фильтрующим элементом. Циклонный сепаратор снижает нагрузку на систему, замедляя загрязненный воздушный поток: крупные частицы пыли охлаждаются, отделяются от газа и осаждаются. Окончательная очистка от мелкодисперсных фракций происходит в камере фильтрации. Фильтрующий элемент имеет внешнее пленочное покрытие с высокой газопроницаемостью, которое эффективно удерживает пыль на поверхности. Очищенный газ проходит сквозь фильтр и направляется вентилятором обратно в зону печати по контуру рециркуляции либо выводится наружу через вытяжную трубу.
Ступени очистки:
- Первая ступень - циклонный фильтр.
- Вторая ступень - постоянный фильтр. Эффективность: ≥ 99.95% (EN1822:2009) для частиц 0.12~0.25 мкм. Класс: H13. Время жизни фильтра зависит от условий эксплуатации. Теоретическое время работы фильтра достигает 80 000 часов (от даты изготовления).
- Третья ступень - сменный фильтр тонкой очистки. Эффективность: ≥ 99.95% (EN1822:2009) для частиц 0.12~0.25 мкм. Класс: H13.
Система охлаждения
Принтер оснащен двухконтурным жидкостным чиллером, обеспечивающим рециркуляцию холодной и теплой воды. Система стабилизирует работу оборудования, охлаждая не только оптику, но и сопутствующие узлы, а также эффективно предотвращает образование конденсата на поверхностях. В качестве теплоносителя используется деионизированная вода. Максимальный объём холодной среды составляет 13 л, теплой - 5 л.

Механика
- Прецизионное перемещение поршней подачи порошка и построения по оси Z обеспечивается сервоприводами с высокоточными линейными энкодерами и дополнительно калибруется с помощью фирменного программного обеспечения.
- Система предварительной продувки рабочей камеры снижает концентрацию остаточного кислорода до 0,1–0,3% за 40–60 минут при объемном расходе защитного газа 50-80 л/мин, при этом его потребление непосредственно в процессе печати составляет всего 3-6 л/мин на один лазерный канал.
- Во время синтеза уровень кислорода непрерывно контролируется и удерживается на отметке ≤ 100 ppm с возможностью ручной настройки порогового значения и автоматическим оповещением в случае его превышения.
- Камера построения оснащена функцией предварительного нагрева платформы, регулируемой в диапазоне от 30°C до 200°C под требования конкретных материалов.
.png "Eplus3D EP-M300L")
Компания 3DVISION - официальный дистрибьютор Eplus3D

| Производитель | Eplus3D |
| Артикул | 203922 |
| Технология печати | SLM |
| Область печати, мм | 300х300х400 мм |
| Температура стола | от 30°C до 200 ℃ |
| Комплектация | Готовый к использованию |
| Рабочая камера | 300х300х450 мм |
| Материалы | Титановый сплав, алюминиевый сплав, никелевый сплав, мартенситно-стареющая сталь, нержавеющая сталь, кобальт-хром, медный сплав и т. д. |
| Мощность лазера | 2, 4 или 6 волоконных лазеров IPG 500 Вт (опционально: 700 Вт/ 1000 Вт) |
| Плотность | Плотность деталей - 99,9% |
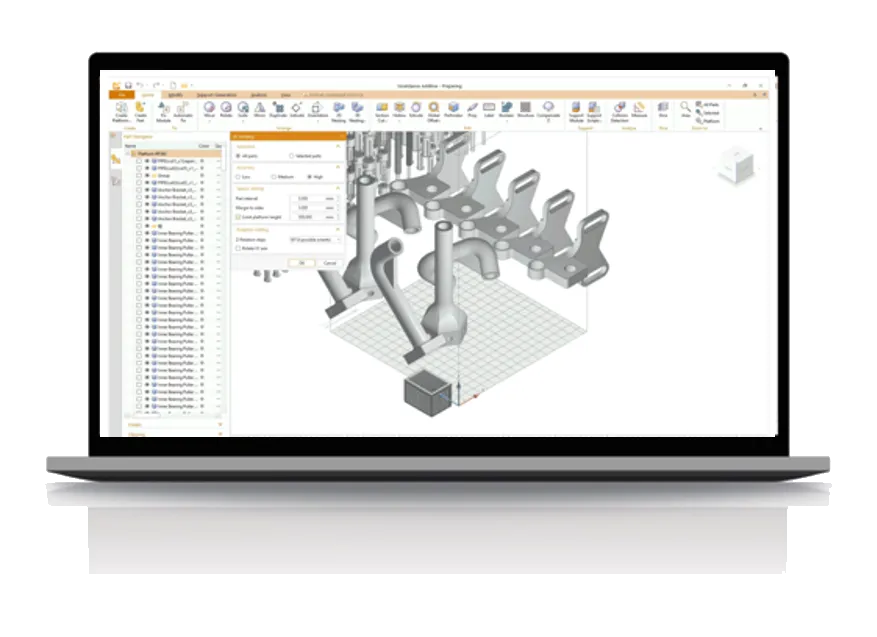
| Программное обеспечение | EPControl, EPHatch |
| Размер лазерного пятна | 70–120 мкм |
| Скорость печати | до 210 см³/ч |
| Скорость сканирования | 8 м/с (макс.) |
| Толщина слоя, мкм | 20–120 мкм |
| Точность | 0,1 мм на 100 мм |
| Форматы файлов | STL, EPI, CLI, SLC |
| Электропитание | 380 В, 50/60 Гц (мощность 12–18 кВт) |
| Конструкция корпуса | Закрытая |
| Вес нетто | 6000 кг |
| Габариты | 4100x2400x2910 мм |
| Страна производитель | Китай |
| Гарантия | 12 месяцев |
| Инертная среда | Ar / N2 |
| Содержание кислорода | ≤100 ppm |
| Система фильтрации | Трехступенчатая постоянная фильтрация: Циклонная сепарация/ Первичная фильтрация (Постоянный фильтр класса H13)/ Тонкая фильтрация (Сменный фильтр класса H13) |
| Ресурс постоянного фильтра | ≤ 80 000 часов |
| Гальванометрическая сканирующая система | Scanlab |
| Фокусировка лазерного луча | F-theta линза со статической фокусировкой |
| Требуемое давление для Аргона/Азота | ≥ 0.5-0.6 МПа (чистота: мин. 99,99%) |
| Требуемое давление воздуха при работе с генератором Азота | ≥ 8 бар, поток ≥ 100 л/мин |
| Расход газа во время печати | 3-6 л/мин (на 1 лазер) |
| Метод доставки газа | Баллон или генератор |
| Условия работы | Температура: 15-30℃/ Влажность: 60% |
- Доставка по адресам, расположенным в пределах европейской части России, обычно занимает не более двух-трёх рабочих дней — с понедельника по пятницу.
- Доставка по адресам, расположенным за пределами страны, обычно занимает больше времени, но мы стараемся отправлять наши заказы самым быстрым способом.
Оплата с помощью банковской карты
VISA International
MasterCard World Wide




О возможности оплаты картой Visa Electron вам нужно выяснять у банка-эмитента вашей карты.