















Synthene CRISTAL HRI 35 Жесткая прозрачная полиуретановая смола для получения массивных оптических деталей


Хочу в подарок
Вы можете оставить контакты того, который приобретет вам этот товар
Хочу скидку
Подпишитесь на нашу рассылку, чтобы не пропустить момент, когда на товар
будет действовать скидка
Дополнительные услуги:
Бесплатная доставка от 100 тыс. руб.
Описание
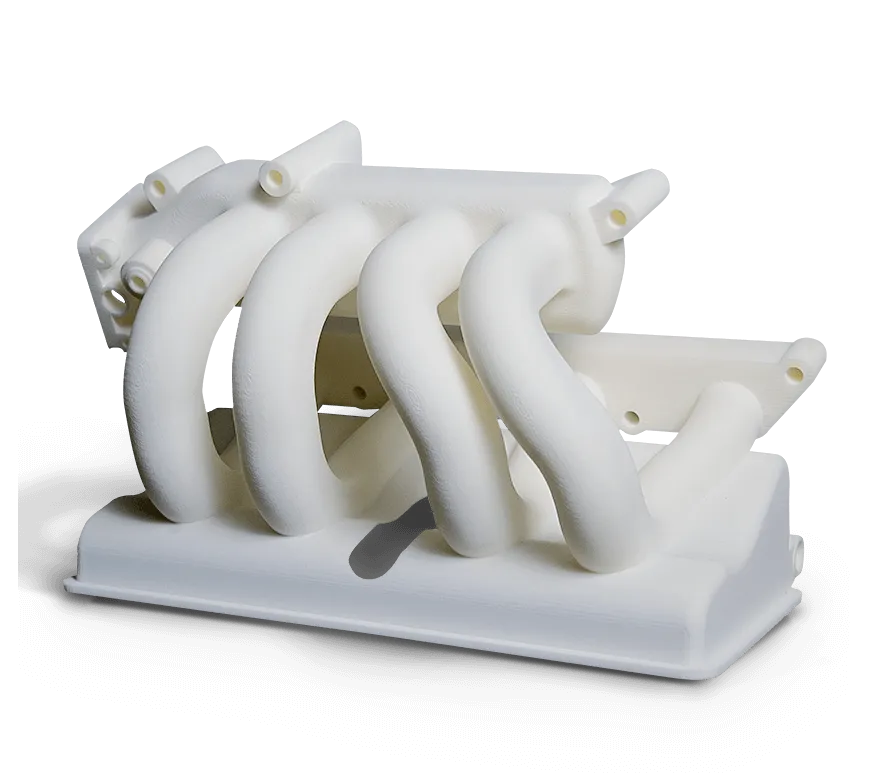
Полиуретановая смола HRI 35 – новинка в линейке прозрачных смол Synthene. Отличается прозрачностью, устойчивостью к ультрафиолетовому излучению. Готовое изделие получает свойства ПММА или ПК. За счёт оптимального сочетания механических и оптических свойств подходит для литья массивных оптических деталей.

Безртутный продукт, соответствующий стандартам:
- 2011/65/UE - 2015/863 - 2017/2102/UE (RoHS 1 и 2)
- 2002/96/EC (DEEE)
- 2000/53/EC (VHU)
- 2000/11/EC
Стандартные физические показатели компонентов
|
CRISTAL HRI 35 Polyol SL 350 000 |
CRISTAL HRI 35 Iso SL 000 350 |
CRISTAL HRI 35 Mix SL 350 350 |
|
| Внешний вид / Цвет | Бесцветная прозрачная жидкость | Бесцветная прозрачная жидкость | Бесцветная прозрачная жидкость/твердое вещество |
| Вязкость по Брукфильду Согласно MO-05 | 400 | 800 | |
| Плотность при 25°C Согласно MO-032 | 1.28 | 1.15 | 1.21 |
Средние механические и термические характеристики отвержденного образца
| Твердость / Shore D1 | 84 |
| Температура тепловой деформации (°C) | 62 |
| Модуль упругости при изгибе МПа | 2000 |
| Максимальное напряжение при изгибе МПа | 75 |
| Модуль упругости при растяжении МПа | 2200 |
| Удлинение при разрыве % | 5 |
| Максимальная прочность на разрыв МПа | 60 |
| Максимальное напряжение при разрыве МПа | 60 |
| Ударная стойкость по Шарпи | 50 |
Гигиена и безопасность при использовании:
- Рекомендуется носить соответствующую безопасную одежду и аксессуары (перчатки, очки).
- Работа в вентилируемом помещении.
- Для получения дополнительной информации, пожалуйста, ознакомьтесь с медицинским паспортом и паспортом безопасности материала.
Процесс нанесения с помощью вакуумной литейной машины:
- Предварительно нагревать полиаддитивную силиконовую форму при 70 ° С.
- Регомогенизировать и взвесить отделенные компоненты (верхний стаканчик: Iso/нижний стаканчик: полиол) с учетом остаточного количества, добавляемого в верхний стаканчик. Затем поместите стаканы и форму внутрь вакуумной литейной машины и добавьте смесительный шпатель.
- Дегазацию в течение 10 минут с перемешиванием в нижней чашке (полиол).
- Прекратить перемешивание и вылить содержимое верхней чашки (Iso) в нижнюю чашу (Polyol).
- Начните перемешивание и перемешайте не менее 120 секунд.
- Выпускают вакуум в камере до давления около 100 гПа.
- Вылить смесь в силиконовую форму до полного заполнения.
- Разрушите вакуум до астмосферного давления.
- Сразу же поместите форму в печь при температуре 70 ° C в течение не менее 120 минут (продолжительность должна быть адаптирована в зависимости от толщины детали).
- Извлечение детали из формы возможно через 2 ч при температуре 70 ° С, охлаждение формы давлением воздуха перед вытягиванием детали. 11. Затем проводят последующее отверждение (2ч при 70 ° С + 16ч при 100 ° С + 24ч при комнатной температуре) для получения технических характеристик механических свойств. Если деталь была отформована, используйте держатель формы, чтобы избежать какого-либо потенциального искажения детали во время этапа последующего отверждения.
Процесс применения с ручной отливкой:
- Предварительно нагреть полиаддитивные силиконовые формы при 70 ° С.
- Повторно гомогенизируют компоненты, взвешивают полиол и изоцианат в чистой мешалке.
- Должным образом смешать оба компонента, убедившись, что смесь является гомогенной (приблизительно 1 мин).
- Вылейте смесь во вторую чашку, не утилизируя дно, и не пытайтесь вернуть остатки со стенок первой мешалки (во избежание проблем, связанных с неоднородной смесью). Перемешайте снова с чистым шпателем в течение примерно 60 секунд.
- Используйте вакуумный насос для дегазации второй чашки.
- Разливка в форму одновременно, чтобы избежать включения воздуха в форму во время отливки (если возможно, отливка с нижней точки).
- Сразу же поместите форму в печь при температуре 70 ° C в течение не менее 120 минут (продолжительность должна быть адаптирована в зависимости от толщины детали).
- Извлечение детали из формы возможно через 2 ч при 70 ° С, охлаждение формы давлением воздуха перед вытягиванием детали.
- Затем проводят последующее отверждение (2ч при 70 ° С + 16ч при 100 ° С + 24ч при комнатной температуре) для получения технических характеристик механических свойств. Если деталь была отформована, используйте держатель формы, чтобы избежать какого-либо потенциального искажения детали во время этапа последующего отверждения.
Упаковка:
- Посылка из 6 комплектов (6 x 0,65 кг полиола + 6 x 1 кг изоцианата) = 9,9 кг
Хранение:
- 12 месяцев в оригинальных и неоткрытых контейнерах, хранящихся между 15 и 25 ° C.
Характеристики
| Производитель | Synthene |
| Артикул | 195339 |
Обзоры
Обзор полиуретановых смол Synthene
Компания Synthene представила новинку в серии полиуретановых смол — Cristal HRI 35. Материал отличается прозрачностью и стойкостью к ультрафиолетовому излучению. Рассказываем про эту и другие двухкомпонентные полиуретановые смолы Synthene, преимущества литья в силиконовые формы, и какой пластик для литья можно купить для тех или иных задач.
Оплата и доставка
Доставка во все регионы России и за ее пределы
- Доставка по адресам, расположенным в пределах европейской части России, обычно занимает не более двух-трёх рабочих дней — с понедельника по пятницу.
- Доставка по адресам, расположенным за пределами страны, обычно занимает больше времени, но мы стараемся отправлять наши заказы самым быстрым способом.
Варианты получения продукции
Оплата с помощью банковской карты
Для выбора оплаты товара с помощью банковской карты на соответствующей странице сайта необходимо
нажать кнопку «Оплата банковской картой». Оплата происходит через авторизационный сервер
Процессингового центра Банка с использованием Банковских кредитных карт следующих платежных систем:
VISA International
MasterCard World Wide
VISA International
MasterCard World Wide
Оплата банковскими картами VISA




К оплате принимаются все виды платежных карточек VISA, за исключением Visa
Electron. В большинстве случаев карта Visa Electron не применима для оплаты через интернет, за исключением
карт, выпущенных отдельными банками.
О возможности оплаты картой Visa Electron вам нужно выяснять у банка-эмитента вашей карты.
О возможности оплаты картой Visa Electron вам нужно выяснять у банка-эмитента вашей карты.
Оплата кредитными картами MASTERCARD





На сайте к оплате принимаются все виды MasterCard.
Оставить отзыв
Похожие товары

Технология печати
FDM/FFF
Под заказ

Технология печати
FDM/FFF
Температура экструдера, °C
205 - 215 °С
В наличии

Технология печати
FDM/FFF
В наличии


Технология печати
FDM/FFF
В наличии

Преимущества работы с нами
Прямые поставки от производителей
Любая форма оплаты
Собственный склад оборудования
Квалифицированные специалисты
Будьте в курсе
Нажимая кнопку «Подписаться», вы подтверждаете согласие на обработку
персональных данных.